Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба.Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Стыковая
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Трубы марки PN10
| Толщина стенки | Наружный диаметр |
| 1,9 мм | 20 мм |
| 2,3 мм | 25 мм |
| 3,0 мм | 32 мм |
| 3,7 мм | 40 мм |
| 4,6 мм | 50 мм |
| 5,8 мм | 63 мм |
| 6,9 мм | 75 мм |
| 8,2 мм | 90 мм |
| 10 мм | 110 мм |
Диффузионная сварка полипропиленовых труб.
Диффузионная сварка осуществляется путем нагревания двух деталей с последующим их соединением, в результате чего происходит взаимное проникновение материалов расплавленных деталей (диффузия).
Пайка полипропиленовых труб осуществляется на специальных аппаратах, которые обеспечивают четкий контроль за температурой расплавляемых деталей. Сваривать детали можно только из одинакового материала.
Физические и химические свойства сварочного шва не отличаются от свойств основного материала, за счет этого гарантируется долговечность всей системы трубопровода.
Какую температуру выдерживают трубы из полипропилена
Деформация нитей трубопровода ещё не самая большая неприятность, которая может ожидать владельцев домов с системами горячего водоснабжения, смонтированными из полипропилена. Конечно, изогнутые и провисшие трубы не добавляют эстетичности интерьеру, но такую неприятность ещё можно замаскировать, например декоративными коробами.
В целом же полипропилен начинает приобретать излишнюю пластичность уже при +120-130 оС, а при +170-175 оС он переходит в жидкое состояние. Почему же, согласно стандартам, рекомендуемая температура эксплуатации составляет всего 95 градусов, а не 100 или 110? Ведь при таком нагреве РР-труба продолжает оставаться достаточно твёрдой. Ответ здесь кроется в другой технологической особенности: вода в трубопроводах всегда подаётся под определённым напором.
Наглядный пример
В качестве примера рассмотрим простой случай. В регионах, расположенных в Сибири, на Дальнем Востоке и европейском севере РФ, в зимнее время морозы могут достигать 35-40 и более градусов ниже нуля. Теплопотери зданий в такое время очень значительны, и для их компенсации котельные и ТЭЦ повышают температуру подачи до 110-130оС. А чтобы вода не закипела в системе, давление повышается до нескольких десятков атмосфер. При таких условиях вода не переходит в парообразное состояние.
При входе в дом, из-за потерь тепловой энергии по пути, температура воды уже опускается до установленных ГОСТом +70…75 градусов, но вот давление в системе продолжает оставаться повышенным. Как результат — повышенная вероятность разрыва полипропиленовой трубы, так как при нагреве увеличивается её пластичность. Поэтому, использовать полипропилен для отопительных систем не желательно ещё и по этой причине. Впрочем, современной промышленностью выпускаются полипропиленовые трубы, предназначаемые для горячего водоснабжения, но и они имеют свои эксплуатационные ограничения.
https://youtube.com/watch?v=b4KtQQNNd2A
Таблица температур по маркировке ПП трубы
На отечественном рынке стройматериалов можно найти несколько разновидностей полипропиленовых труб. Они различаются между собой маркировкой и цветом. Цветовая гамма обычно включает в себя четыре основных цвета — белый (самый распространённый), зелёный, серый и чёрный. Чёрные ПП обладают повышенной устойчивостью к воздействию ультрафиолетового солнечного излучения. Остальные же виды расцветок не несут какой-либо технологической функции, являясь чисто декоративными.
Другое дело — маркировка РР-труб. Она несёт прямую информационную нагрузку, обозначая, по какой технологии и с использованием каких видов полипропилена произведено данное изделие. От этого напрямую зависят и техническо-эксплуатационные характеристики трубы.
В представленной таблице указаны маркировки, встречающиеся на нашем рынке, рабочее давление и максимальная температура:
| Маркировка | Назначение | Мах. рабочая tо | Рабочее давление в системе (атм.) |
| РN-10 | Холодное водоснабжение | +40 оС | 10,2 |
| РN-16 | Универсальные | +60 оС | 16,3 |
| РN-20 | Универсальные | +95 оС | 20,4 |
| РN-25 | Горячее водоснабжение | +95 оС | 25,5 |
Самые частые ошибки
Начинающие пайщики часто допускают при пайке ПП труб такие типовые ошибки, как:
- Попытка сварить грязные кромки. Плохая зачистка и обезжиривание не позволят создать прочное и долговечное соединение.
- Неправильный учет толщины стенок. Он приводит к недостаточно глубокому прогреву и созданию стыка пониженной прочности.
- Несоблюдение временных параметров прогрева, спайки и охлаждения. Вреден как недогрев, так и перегрев. Несоблюдение времени прижатия не дает образоваться прочному и долговечному сварочному слою. Чрезмерно быстрое охлаждение стыка вызывает тепловые деформации.
- Вставляя отрезок трубы в отверстие фитинга, следует делать это не полностью, а оставляя зазор в один-два миллиметра. Он будет заполнен шовным материалом, в противном случае избыток его образует внутренний валик.
- Превышение усилия прижима также ведет к выдавливанию излишков грата внутрь трубы и снижению эффективного сечения.
- Неправильно подготовленное соединение. На то, чтобы соединить кромки, есть несколько секунд. Если они состыковались неправильно, нарушая общую геометрию трубопровода и ориентацию фитингов и арматуры, исправить ошибку не получится.
- Качество труб. Не следует экономить на материале или брать разные марки. Они могут иметь разный химический состав и разные температуры нагрева. Кажущаяся экономия обернется снижением срока службы системы и значительно большими дополнительными расходами.
Холодная пайка
Этот способ используют не очень часто. Для него используют агрессивный клей. Как и два предыдущих способа, это также требует подготовки к соединению:
- Вырезать заготовки по нужной длине;
- Обработать их обезжиривающими средствами;
- Нанесение пометок маркером.
Клей накладывают на все детали для соединения. В необходимом размещении их держат 15 секунд. Такую трубомагистраль можно использовать уже через час. До этого времени все скрепляемые части должны находиться неподвижно.
Уровень плотности такого соединения сравнивают со сваркой. Но, его используют только для укладки сети холодного водоснабжения.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
|
Трубный диаметр, мм |
Время сваривания, с | Время нагревания, с | Время для охлаждения, с |
Температурный диапазон, С |
| 4 | 6 | 120 | 259-280 | |
| 25 | 4 | 7 | 180 |
259-280 |
| 4 | 8 | 240 | 259-280 | |
| 40 | 5 | 12 | 240 |
259-280 |
| 5 | 18 | 300 | 259-280 | |
| 63 | 6 | 24 | 360 |
от 259 до 280 |
| 6 | 30 | 390 |
от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Параметры сварки изделий из полиэтилена и полипропилена
Индекс текучести расплава материалов (MFR)
Сварка полиэтилена высокой плотности (PE-HD, ПЭНД)
Изделия из полиэтилена высокой плотности группы плавления с индексом 005 (MFR 190/5:0,4-0,7 г/10 мин.), группы 010 (MFR 190/5:0,7-1,3 г/10 мин.) или группы 003 (MFR 190/5:0,3г/10 мин.) и 005 (MFR 190/5:0,4-0,7 г/10 мин.) пригодны для сварки друг с другом. Это подтверждается нормами DVS 2207 часть 1 (DVS — Немецкий союз сварщиков) и подтверждается в документах DVGW (Немецкий союз по газу и воде).
Сварка полипропиленов: полипропилен-гомополимер (РР тип 1, РР-Н) и полипропилен-блоксополимер (PP тип 2, РР-С, PP-R)
Свариваемость полипропиленов указана в пределах группы индекса плавления 006 (MFR 190/5:0,4-0,8 г/10мин.). Это подтверждается нормами DVS 2207 часть 11.
Температура процесса сварки полипропилена и полиэтилена
Сварка горячим газом
| Воздух, л/мин. | Температура в сопле форсунки ˚ С | Скорость газа см/мин | ||||
| Диаметр форсунки, мм | Диаметр скоростной форсунки | |||||
| 3 | 4 | 3 | 4 | |||
| Сварка полиэтилена | 60-7060-7060-70 | 300-340300-340270-300# | 10-1510-15- | ок.10ок.10- | 50-6050-6025-30 | 40-5040-5020-25 |
| Сварка полипропилена | 60-7060-7060-70 | 280-320280-320280-320 | ок.10ок.10ок.10 | 50-6050-6050-60 | 40-5040-5040-50 |
Сварка ручным экструдером
| Температура экструдата, замеренная на выходе из форсунки, º C | Температура воздуха, замеренная в форсунке подачи теплого воздуха, ºC | Количество воздуха, литров/мин. | |
| PE твердыйPP | 200-230200-240 | 210-240210-250 | 350-400350-400 |
Влияние влажности
Свариваемые изделия (листы, плиты) и сварочный пруток из полиэтилена и полипропилена могут при определенных условиях поглощать влагу. В результате исследований, произведенных рядом производителей, было выявлено, что из полиэтилена и полипропилена сварочные прутки из полиэтилена и полипропилена абсорбируют влагу в зависимости от материала и окружающей среды. При экструзионной сварке наличие влаги может проявиться в форме раковин в шве или грубой поверхности шва. Этот феномен усиливается с увеличением толщины шва.
С целью предотвращения подобных нежелательных последствий были разработаны следующие рекомендации:
- Установка влаго- и масло-сеператоров в системе подачи воздуха,
- Недопущение существенной разницы температур свариваемых деталей (конденсатная влага),
- Хранение сварочного прутка, по возможности, в сухом месте,
- Сушка сварочного прутка при температуре 80°C в течение не менее 12 час,
- Сварка широких швов (>18мм) за несколько проходов.
В зависимости от типа нагревания полипропилена и полиэтилена различают следующие виды сварки:
- Сварка термопластов горячим воздухом (феном)
- Сварка термопластов экструдером
- Сварка термопластов с помощью нагревательного элемента
- Сварка термопластов высокой частотой
- Сварка термопластов лазером
Какой пластик используют для водопровода
![]() Пластик как материал для труб соответствует высоким запросам потребителей. Пластиковые изделия не слишком дорого стоят, долговечны, не шумят, обладают небольшим весом и низкой теплопроводностью — преимуществ действительно предостаточно. Но при этом надо понимать, что существует несколько видов пластика:
Пластик как материал для труб соответствует высоким запросам потребителей. Пластиковые изделия не слишком дорого стоят, долговечны, не шумят, обладают небольшим весом и низкой теплопроводностью — преимуществ действительно предостаточно. Но при этом надо понимать, что существует несколько видов пластика:
- полиэтилен;
- полипропилен;
- поливинилхлорид;
- металлопластик.
Каждый из них обладает своими характеристиками и сферой применения. Это нужно учитывать при выборе, монтаже и пайке.
Полиэтиленовые (принята маркировка PE) пластиковые трубы используют как для разводок внутри зданий, так и для наружных трасс. Возможно их применение на трубных соединениях повышенного давления. Но есть у полиэтилена и существенный недостаток — он теряет некоторые свои свойства уже при -20 ℃.
![]()
Поливинилхлоридные (маркировка PVC или ПВХ) пластиковые трубы обычно покупают тогда, когда хотят снизить себестоимость ремонта. В нынешнее время ПВХ считается самым дешёвым полимером. А значит, и вся система будет стоить ниже, чем аналогичная, но, сделанная, например, на основе полиэтилена. Соединение труб ПВХ часто осуществляется методом «холодной сварки» или «в раструб» с использованием резиновых соединителей.
![]()
Полипропиленовые (маркировка PP) пластиковые изделия отличаются большой жёсткостью и работать паяльником с ними не так-то легко. Трубы из полипропилена не сматываются в бухты, а продаются отрезками по четыре метра. Диаметр таких изделий колеблется от 16 мм до 12,5 см. Умение спаять полипропиленовые трубы обычным паяльником — это действительно очень важный навык. Ведь такие трубы используются во многих областях: для горячего и холодного водоснабжения, для поливных систем на дачном участке, для обеспечения определённых технологических процессов в промышленных цехах.
![]()
Помимо чисто пластиковых, существуют ещё и металлопластиковые варианты (например, с применением алюминия). И такие трубы являются самыми практичными изделиями, срок их использования (при условии монтажа, осуществлённого правильно, и простейшего ухода) порой достигает пятидесяти лет — это очень много. Сегодня металлопластиковые трубы применяют, в основном, для горячего водоснабжения.
Нюансы выдержки нужного теплового режима
При проектировании трубопроводной системы следует стремиться к тому, чтобы стыки труб, арматурных элементов и фитингов находились в доступных местах. Габаритные размеры мест размещения стыков должны давать возможность установить сварочный аппарат и без существенного искривления труб завести их торцы на гильзы нагревателя.
Чем ближе к месту соединения удастся разместить сварочное оборудование, тем меньше успеет остыть нагретая кромка перед сваркой. Такое остывание во время транспортировки приводит к существенному снижению прочности и долговечности стыка.
Необходимо также продумать последовательность монтажа стыков. У неопытных проектировщиков нередка ситуация, при которой последний стык невозможно смонтировать, поскольку паяльник просто не помещается в оставшийся зазор. Приходится либо сильно изгибать трубы, создавая в них остаточные напряжения, либо разрезать их и добавлять еще один стык. Оба решения приводят к снижению общей надежности и долговечности системы.
Категорически недопустимо прогревать две детали, участвующие в создании стыка, не одновременно. При последовательном прогреве, пока прогревается вторая деталь, первая уже успевает остыть и соединение получается ослабленным либо сразу бракованным.
Опытные пайщики сформулировали следующие рекомендации:
- сварочное оборудование должно иметь качественный термостат, обеспечивающий точное задание и стабильность поддержания температуры нагрева,
- расстояние от точки сварки до аппарата должно быть не более 1 метра,
- сваривать следует проводить при комнатной температуре,
- перед соединением нужно проверить равенство температур обеих деталей.
Выполнение этих несложных правил поможет качественно паять трубы.
Пайка полипропиленовых труб
В ходе проведения пайки концы полипропиленовых труб нагреваются, в результате чего содержащийся в них полимер размягчается. При соединении разогретых таким образом изделий возникает процесс, называемый диффузия. Молекулы взаимно проникают друг в друга, что приводит к самопроизвольному выравниванию их концентрации и созданию прочной молекулярной связи. Таким образом, спайка получается достаточно надёжной и герметичной. Однако при несоблюдении температурного режима диффузия происходит неравномерно или с нарушениями, поэтому качество такого стыка получается низким.
Продолжительность воздействия паяльником на концы полипропиленовых труб напрямую зависит от их диаметра. Также нужно учитывать условия внешней среды. Проводить работы допускается при температуре воздуха не ниже -10 °C и не выше +90 °C.
Влияние внешней среды на процесс спайки может быть достаточно сильным. Дело в том, что между снятием с паяльника труб и их стыковкой проходит определённое время, за которое они начинают остывать. Чем ниже температура воздуха, тем быстрее это происходит, и тем хуже становится качество шва. Чтобы исправить положение, рекомендуется немного увеличивать продолжительность нагрева изделий. Если диаметр труб равен 20 мм и более, надо паять при температуре окружающей среды строго выше 0 °C.
Полипропиленовые трубы: гост, снип и проверка качества. Правила монтажа полипропиленовых трубопроводов Снип по монтажу полипропиленовых труб отопления
![]()
«ГИДРОПЛАСТ» — Ваш надёжный партнёр в области инженерных систем! Обладая многолетним опытом решения задач по комплектации и строительству объектов, предлагаем Вам ознакомиться в нашем каталоге с ценами на трубы из полипропилена и дополнительную продукцию из полипропилена .
Монтаж полипропиленовых труб в России регламентируется положениями ГОСТ Р 52134-2003 «Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления», СНиП 41-01-2003 «Отопление, вентиляция и кондиционирование», СНИП 3.05.01-85 «Внутренние санитарно-технические системы», СНиП 2.04.01-85 «Внутренний водопровод и канализация зданий» и СП 40-101-96 «Свод правил по проектированию и монтажу трубопроводов из полипропилена «Рандом сополимер»». В Евросоюзе требования к монтажу полипропиленовых труб устанавливают ряд технических регламентов – стандартов, подробный перечень которых приведен в этом материале .
Основной целью монтажа полипропиленовых труб вне зависимости от исходного материала (гомополимер полипропилена РР-Н, блоксополимер полипропилена РР-В, рандомсополимер полипропилена PPRC) и его модификаций (Polypropylen-Homopolymer PP-H-s огнестойкий, Polypropylen-Randomcopolymer PP-R-el электропроводный, Polypropylen-Randomcopolymer PP-R-s-el электропроводный и огнестойкий) (см. подробнее ), а также армирования алюминиевой фольгой или стекловолокном является обеспечение эксплуатационных условий, при которых давление и температура транспортируемой жидкости, и температура окружающей среды не вызовут в трубопроводе и его отдельных узлах внутренних напряжений, способных привести к нарушению целостности или остаточных деформаций в трубах, фитингах и соединениях. Первоочередной задачей монтажа полипропиленовых труб остается компенсация линейных температурных изменений в трубопроводе за счет изменения направления трассы и без использования специальных компенсаторов.
В отличие от труб из оцинкованной или нержавеющей стали (см. ) все трубы из термопластов-полимеров (см. этот материал) имеют высокий коэффициент линейного температурного расширения, особенно значительный в системах горячего водоснабжения и отопления.
![]()
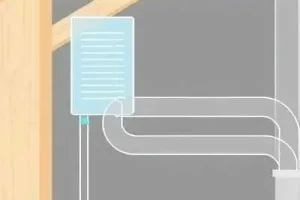
Для решения этой проблемы трассу трубопровода условно разбивают неподвижными опорами на участки, автономно реагирующие на изменение температуры (или давления) в трубопроводе. Неподвижные опоры (НО) направляют удлинение по оси на скользящие опоры (СО), устанавливаемые в местах изменения направления трассы, которые, по сути, и являются компенсирующими устройствами.
Относительное температурное удлинение участка трубопровода, ограниченного неподвижными опорами для полипропиленовых труб рассчитывают по формуле Δl = 0.15*l*Δt , где:
- Δl – изменение линейного размера участка трубопровода по оси трассы, мм;
- l – длина участка трубопровода, ограниченного неподвижными опорами, м;
- Δt – разность температур трубопровода при эксплуатации и во время монтажа полипропиленовых труб, °С;
- 0.15 – коэффициент линейного температурного расширения труб из полипропилена, мм/м °С.
Важно: Полипропиленовые трубы, армированные алюминиевой фольгой, имеют температурное линейное расширение, на 2/3 меньшее, чем трубы из полипропилена без армирования. Полипропиленовые трубы, армированные стекловолокном, имеют температурное линейное расширение, на 3/5 меньшее, чем трубы из полипропилена без армирования
Линейное температурное расширение труб PN 10,16,20 из рандомсополимера полипропилена и армированных алюминиевой фольгой полипропиленовых труб PP-R для систем горячего водоснабжения и отопления в зависимости от температуры транспортируемой среды можно определить по номограммам (см. ниже).
![]() Рис.Рис.
Рис.Рис.
Скользящие опоры при монтаже полипропиленовых труб, как правило, выполняют из клипсов, одинарных или двойных, соответствующих диаметром DN номинальному диаметру полипропиленовой трубы.
Рис.
СП 40-101-96 категорически запрещает жесткую фиксацию трубопровода при монтаже полипропиленовых труб путем сжатия трубопровода. Поэтому неподвижные опоры могут быть выполнены на базе скользящих опор с ограничением осевого перемещения двумя муфтами или муфтой и тройником.
Рис.
Наиболее часто при монтаже полипропиленовых труб используют компенсирующие изменения направления трассы:
Возможности петлевых компенсирующих элементов в зависимости от номинального диаметра полипропиленовых труб представлены в таблице ниже.
Процесс пайки
Процесс пайки должен начинаться с фиксации на инструменте насадки, выбранной в соответствии с размерами труб. Затем нужно включить паяльник в сеть и разогреть его до рабочей температуры (для полиэтилена +220°, для полипропилена +260° по Цельсию). Время разогрева зависит от особенностей паяльника, обычно достаточно 15 минут
Обратите внимание на то, что до окончания работы нельзя вырубать аппарат из электросети: это не только замедлит весь процесс, но и в принципе сильно понизит эффективность паяльника
Работать паяльником для пластиковых труб необходимо от 5 до 40 секунд за раз без перерывов. Конкретная длительность здесь напрямую зависит от длины окружности трубопровода. И во время работы домашний мастер обязан следить за тем, чтобы поверхности не перегревались. Такой перегрев может вызвать закупоривание в месте шва.
Таблица. Время нагрева полипропиленовых труб
| Номинальный наружный диаметр, мм | Время оплавления, сек | Максимальная технологическая пауза, сек | Время охлаждения, сек |
| 16 | 5 | 4 | 120 |
| 20 | 5 | 4 | 120 |
| 25 | 7 | 4 | 120 |
| 32 | 8 | 6 | 240 |
| 40 | 12 | 6 | 240 |
| 50 | 18 | 6 | 240 |
| 63 | 24 | 8 | 360 |
| 75 | 30 | 8 | 360 |
| 90 | 40 | 8 | 360 |
| 110 | 50 | 10 | 480 |
После каждой произведённой пайки мастер должен удалять остатки материала с насадки. Как уже говорилось выше, насадка имеет специальное тефлоновое покрытие, поэтому нагар рекомендуется удалять кусочком брезента или деревянной дощечкой, чтобы не нанести повреждений самой поверхности. Появление реальных царапин ухудшит характеристики насадки — пользоваться таким инструментом полноценно в будущем будет невозможно.
Холодная сварка
Холодная сварка труб осуществляется при помощи специального клея. Он имеет особый состав, который размягчает наружные поверхности соединяемых элементов.
Для этого места соединений предварительно обезжириваются, затем на них наносится слой клея. После этого детали соединяются между собой, фиксируются в нужном положении и выдерживаются в течение определенного времени.
Поучившиеся соединение труб методом холодной сварки не уступает по прочности диффузионной термической спайке.
Преимущества:
простая технология, не требующая покупки электронагревательного оборудования.
Недостаток:
такой способ соединения полипропиленовых труб можно использовать только для систем холодного водоснабжения.
Для отопления и ГВС его применять не рекомендуется.
Заключение
Пайка термопластичных пластмасс (а также ПВХ или Экопластов) очень похожа на сварку металла в том смысле, что нужно знать, какой тип пластика используется, какова его температура плавления и как правильно выполнить сварное соединение. Следует помнить, что пластиковые сварные швы весьма похожи на металлические, и что процесс шлифования и чистовой обработки должен быть выполнен до того, как сварка будет завершена.
Считают, что полипропилен можно использовать и при сварке металлопластиковых труб. На самом деле этого делать нельзя, поскольку прочность гетерогенных соединений всегда ниже, чем гомогенных.
Термопластичным полипропилен назван потому, что, когда его нагревать до достаточно высокой температуры, материал размягчается, текучесть его увеличивается, и интенсифицирующая диффузия молекул делает возможным прочное неразъёмное соединение.