Специальные способы соединения
![]()
Пуш-фитинги, пресс-фитинги, фланцы являются специальными соединениями полимерных материалов. Они так же решают проблему, как соединить пластиковые трубы в сложных случаях: стык с металлической магистралью, соединение разных диаметров. Пуш-фитинг позволяет обходиться минимумом инструмента (калибратор, нож). Крепежный элемент состоит из поливинилсуфлона, латуни, подходит для обогревательных, водопроводных контуров.
Соединение считается неразъемным, герметичность обеспечивается резиновыми кольцами. Труба вставляется до упора в корпус фитинга, после чего, вынуть ее обратно невозможно. Пресс-фитинги обжимаются ручным ключом на теле трубы, так же являются несъемными, годятся для отопления, водоснабжения.
https://youtube.com/watch?v=JPJe4f-AlxM
Какие трубы можно сваривать
Трубы выпускают из различного пластика: ПВХ, полиэтилена, пропилена. Металлопластиковые трубы дополнительно армируют алюминием, их монтируют резьбовыми соединениями. Пластиковые трубопроводы диаметром от 20 до 40мм сваривают враструб бытовым оборудованием, работающим от сети 220 вольт. Для сварки ПХВ труб большого диаметра чаще используют профессиональные цилиндрические паяльники.
При самостоятельном выборе комплектующих для трубопровода ориентируются на маркировку «PN». Для теплосистем, трубопроводов горячего водоснабжения выбирают пластиковый прокат с маркировкой:
- PN20, они эксплуатируются при температуре от +80 до +95˚С;
- PN25, допускается температура теплоносителя свыше +95˚С.
Для ХВС выбирают трубы и соединительные элементы с маркировкой PN10 (рабочая температура не выше +40˚С) и PN16 (допустимый нагрев до +60˚С).
«Холодная» сварка
Данный метод соединения ПВХ труб отличается максимальной простотой в осуществлении. Термин «сварка» применяется к нему весьма условно: по сути, он представляет собой раструбное клеевое соединение. В целях его выполнения используются специальные разновидности клея для пластиковых материалов. Независимо от марки такого клея, в состав его всегда входит основа из самого поливинилхлорида, растворённого в циклогексаноне, тетрагидрофуране и метилэтилкетоне (прочитайте: «Какой клей для ПВХ труб выбрать – преимущества и недостатки видов»). При высыхании клея растворители испаряются, после чего полимерные структуры ПВХ материала труб и клея переплетаются между собой. Это приводит к формированию прочного комплекса с цельной структурой.
С целью достичь максимальной эффективности соединения используются также различные присадки, добавляемые в клей. Их применение даёт возможность регулировать вязкость клеевой смеси и время затвердевания соединения.
![]()
Обычно холодная сварка труб ПВХ может осуществляться при температурах +5 – +35 ˚С, однако существуют морозостойкие разновидности клея, позволяющие производить монтаж даже при -17 ˚С. Летом выполнять манипуляции следует как можно быстрее, чтобы высыхание клея не произошло раньше времени.
Этапы выполняемых работ:
- Отрезается участок трубы требуемой длины.
- Снимается фаска под углом в 15˚.
- Соединяемые участки труб тщательно очищаются от любых загрязнений и пыли.
- Клей равномерно наносится кистью на сочленяемые поверхности.
- Труба быстро вставляется в раструб и поворачивается на 90˚, чтобы обеспечить ещё более ровное распределение клея.
- Соединяемые элементы фиксируются примерно в течении полминуты, неподвижно удерживаясь руками.
Все манипуляции после нанесения клея должны в сумме занять не более одной минуты, поскольку примерно за такое время клей высыхает. Однако для полного формирования надёжного монолитного соединения требуется от нескольких часов до 1-2 суток. Чем больше планируемое рабочее давление в трубопроводе и чем ниже температура окружающей среды, тем большим должно быть время выжидания, по завершении которого пластиковый трубопровод можно считать готовым к работе.
https://youtube.com/watch?v=6543sIS8gB8
https://youtube.com/watch?v=ZT-cqxuRXJo
https://youtube.com/watch?v=7nHA-ewupqY
Стыковая сварка
Это один из распространенных вариантов соединения между полипропиленовыми трубами, но для пластиковых труб подобный вариант применяется реже, чем для изделий из прочих полимерных материалов. Связывают это с тем, что время, отводимое на процесс сварки, в случае пластмассовых труб сильно ограничено и исчисляется буквально секундами. Чтобы за подобной небольшой период успеть все правильно сделать, требуется немалое мастерство в работе, чем может похвалиться абсолютно не каждый.
Для выполнения сварки встык требуется специализированный ручной электросварочный аппарат для Пластиковых труб и насадки к нему. Сами трубы перед соединением разрезаются специализированными ножницами, которые должны владеть хорошей остротой (иначе разрезка приводит к деформациям стенок изделий).
Этапы стыковой сварки:
- Выполняется нарезка труб на отрезки необходимой длины.
- Торцы труб чистятся от грязи и жира.
- На трубы наносятся метки и выполняется их торцевание со снятием фаски.
- Соединяемые участки изделий, надетых на электросварочный аппарат, греются до необходимой температуры (для поливинилхлоридных изделий она составляет +250 ?С).
- Свариваемые изделия быстро между собой соединяются.
- Полученная конструкция охлаждается, и по окончании определенного времени считается готовой к работе.
Сваривание металла — некоторые важные особенности
Если уже научились класть сварочный шов, тогда можно переходить к выполнению более сложных действий
Соединение двух деталей сварочным способом имеет некоторые особенности, которые важно знать новичку, стремящемуся научиться пользоваться сваркой. Это такие особенности:
- При соединении двух деталей надо учитывать, что может возникнуть их перекос. Это происходит по той причине, что во время протягивания шва происходит смешение детали
- Чтобы исключить перекос соединяемых деталей, понадобится предварительно их закрепить. Осуществляется это разными способами — скрепление струбцинами и прочими стяжками, а также путем сварочных прихваток
- Прихватка — это наиболее распространенный метод сваривания двух деталей. Выполняется он так — сначала нужно приложить детали друг к другу, и соединить их в этом положении путем точечного соединения. Далее осуществлять сваривание деталей между собой сварочным швом
Освоив технологию применения сварочного аппарата можно переходить к выполнению более сложных манипуляций
При работе сваркой важно соблюдать технику безопасности, чтобы избежать вероятности получения травмы
https://youtube.com/watch?v=21bfqnnTRpE%3F
Подводя итог, надо отметить, что научиться пользоваться сваркой в домашних условиях не трудно. Для этого рекомендуется выбрать соответствующий аппарат, и подготовиться к обучению. Имея в распоряжении сварочный аппарат, остается только научиться им работать.
Публикации по теме
Как выполняется ремонт шуруповерта без помощи специалиста
Паяльник для пайки труб — виды, выбор и как пользоваться инструментом
Назначение реноватора и скрытые возможности инструмента
Лобзик криво пилит как исправить поломку и где ее искать
Выбор электродов
Перед тем как варить трубы отопления электросваркой или использовать сварочный аппарат для возведения каркасных строений, необходимо выбрать электроды. От них, на мой взгляд, во многом будет зависеть, понравится ли вам результат вашей работы или вы постараетесь как можно быстрее продать сварочный аппарат и не вспоминать о нем больше.
Сварочные электроды – основной расходный элемент при выполнении сваривания.
Электрод, если кто не знает, это тонкий стальной стерженек, на который нанесено специальное покрытие. Оно не только защищает металл от коррозии, как думают некоторые, но и принимает непосредственное участие в процессе создания сварочного шва, дополнительно обеспечивая устойчивую дугу.
Существует несколько критериев классификации электродов, но я выделю два наиболее, с моей точки зрения, важных: тип сердцевины и вид покрытия.
Электроды с расплавляемой серединой.
По первому параметру электроды можно разделить на два вида:
- С плавящейся сердцевиной. Для ее изготовления используется сварочная проволока. Толщина бывает разной и зависит от вида предстоящих работ.
- С неплавящейся сердцевиной. Материалом для изготовления таких изделий служит вольфрам, электротехнический уголь или графит.
Электроды с вольфрамовой серединой используются для выполнения специальных сварочных работ.
Теперь по поводу защитного покрытия. Здесь все намного сложнее и все встречавшиеся мне электроды я классифицировал на группы, которые занес в таблицу. Думаю, так пользоваться информацией вам будет удобнее.
| Оболочка | Марка | Описание |
| Целлюлозная | С | С их помощью выполняется электросварка труб большого диаметра. В большинстве случаев используются для прокладки магистральных трубо- и газопроводов. |
| Рутилово-кислотная | RA | Хорошо подходят для сварки труб отопления и водоснабжения. Благодаря особой структуре оболочки на сварочном шве образуется лишь небольшой слой шлаков, которые легко удаляются легким постукиванием по детали. |
| Рутиловая | RR | Эти электроды легко поджигаются при работе, образуют хорошо удаляемый шлак и позволяют создавать привлекательно выглядящие, аккуратные швы. Чаще их используют для создания угловых соединений и наваривания второго и третьего слоя. |
| Рутилово-целлюлозная | RC | Подходят для сваривания деталей в любых плоскостях. Они чаще всего используются для образования вертикального шва при сваривании сверху вниз. |
| Основная | B | Универсальные электроды для сваривания труб, позволяющие создавать соединения с отличной вязкостью и минимальной возможностью растрескивания. Ими можно сваривать трубы с толстыми стенками, а также сваривать детали, которые предполагается использовать при отрицательной температуре воздуха. |
Электроды с основным покрытием идеально подходят для ручной сварки водопроводных стальных труб.
Перед тем как варить трубу электросваркой, не поленитесь поспрашивать у знакомых-сварщиков или сантехников, электродами какой марки они предпочитают выполнять сваривание металлических труб. Мне здесь конкретный советь дать трудно, поскольку в каждом городе существуют свои производители электродов для сваривания.
Перед покупкой электродов уточните у специалистов, какую марку и в каком магазине лучше приобретать.
Кроме того, узнайте, где именно они покупают электроды, чтобы избежать подделок и не приобрести некачественную продукцию. Потому что от качества именно этих расходных материалов во многом зависит качество и герметичность будущих швов.
Но сразу хочу предупредить. Мне еще никогда не встречались хорошие и, одновременно, дешевые электроды. Цена на качественны расходники будет достаточно высокой. Но оно того стоит.
Некоторые особенности, характерные для сварки трубопроводов
Проведение сварочных мероприятий в случае с трубопроводом имеет свои особенности. Их необходимо учитывать, если хочется получить высококачественный результат. При помощи электродуговой сварки можно осуществить как вертикальный шов – на боковой части трубы, так и горизонтальный – охватывающий ее по окружности. Как уже отмечалось, чаще всего используется так называемый нижний шов, так как он относится к наиболее простым в исполнении. Трубы, выполненные из стали, нужно сваривать встык и обязательно проваривать все кромки по высоте стенок труб. Для уменьшения наплыва внутрь трубы необходимо выбрать оптимальный угол наклона электрода относительно горизонтали. Как правило, это 45 градусов. Стандартная высота шва для стального трубопровода – от 2 до 3 мм, его ширина составляет обычно от 6 до 8 миллиметров. Если производится сварка методом внахлест, то в высоту шов также может составлять около 3 мм, а в ширину – 8 мм.
Сваренные стыки трубопроводов подлежат контролю. Объём и способы контроля определяются эксплуатационными требованиями и указываются в проектной документации или технологических картах.
Необходимо перед тем, как приступать к варке любой металлической трубы, предварительно ее очистить. Если ее торцы подверглись деформации, то их необходимо выправить или обрезать до ровного состояния. Кромка зачищается минимум на 1 см от края до состояния блеска. Во время непосредственно варки стыки обрабатывать следует непрерывно, вплоть до полного сваривания. Если приходится иметь дело с поворотными стыками труб, которые имеют толщину до 6 мм, то сварку нужно производить минимум в два слоя. Если же толщина стенок трубы до 19 мм, то рекомендуется накладывать четыре слоя. Главной особенностью сваривания трубных конструкций является то, что шов накладывается на стык, лишь после того, как он полностью очищен от шлака, можно приступать к наложению следующего слоя сварки. Любой сварщик подтвердит, что самый первый шов является наиболее важным. С его помощью сглаживаются все неровности и кромки. Именно первый слой необходимо тщательно осмотреть на предмет наличия трещин в нем. В том случае, если трещины присутствуют, то этот шов ликвидируют – и накладывают повторно. Каждый последующий слой выполняется во время медленного поворота трубы. Начало и конец каждого слоя необходимо совместить относительно слоя предыдущего примерно на 15 – 30 миллиметров. Последний же слой исполняется с постепенным переходом на металл, из которого изготовлена труба. Можно улучшить качество варки, если каждый последующий слой вести в обратную сторону от предыдущего. При этом желательно их замыкающие точки расположить в разбежку.
Электросварка — это процесс получения неразрывных соединений с использованием электрической энергии.
Сварка труб электросваркой плавящимся и неплавящимся электродами
Эффективнее всего проводить сварку технологических трубопроводов электродом вручную или посредством автомата. Это может быть методика работы плавящимся или неплавящимся электродом (аргонно-дуговая сварка). Технология сварки труб реализуется в три основных этапа:
- Подготовительный, который делится на две части – подготовка мастера и подготовка материала. К подготовке сварщика стоит отнестись очень ответственно, так как от этого зависит его безопасность. Обязательно нужно подготовить спецодежду и защитную маску для глаз, чтобы предотвратить ожог яркими искрами. Под подготовкой деталей имеется в виду тщательная зачистка труб под сварку от коррозии, краски и загрязнений. Перед ручной дуговой сваркой трубопроводов нужно хорошо металлической щеткой или наждачной бумагой обработать стыки и площадь, прилегающую к ним. Если этого не сделать, то могут быть «пробелы» в самом шве, так как материал «не перехватится» на загрязненную трубу.
- Сварочный процесс. Когда все готово, можно начинать. Самое основное в дуговом способе ( вне зависимости вручную она проводится или инвертором) это удержать дугу. Сначала необходимо зажечь электрод и возбудить дугу. Затем полноценно производится шов. Его тип выбирается непосредственно мастером в процессе работы. На способ ведения электрода и на технологию сварки трубопровода в целом влияет множество факторов – расположение труб, материал их изготовления, предпочтения сварщика.
- Проверка качества работы. Когда шов готов (не стоит забывать оббивать шлак, который образуется над ним в виде валика), можно запустить коммуникацию на предмет контроля качества соединения.
Технология сварки водопровода, газопровода и других инженерных коммуникаций практически одинаковая
Важно соблюдать последовательность действий и учитывать виды швов в разных положениях, так как от умения их варить и будет зависеть качество коммуникации
![]()
Подготовка к процессу сварки
Перед скреплением трубы приводят в соответствие требуемым условиям. Для начала оценивают такие технические характеристики:
- диаметр;
- толщину стенок по всей протяженности;
- химический состав (информацию получают лабораторными методами или из технической документации).
При соответствии параметров установленным нормам приступают к подготовке, включающей следующие этапы:
- проверку ровности срезов торцевых частей;
- очищение свариваемых поверхностей до металлического блеска;
- удаление лакокрасочного покрытия, обезжиривание.
Важная часть подготовительных работ – правильная подгонка торцов.
Притупление должно составлять не более 2 мм. Таких показателей добиваются путем дополнительной обработки срезов шлифовальной машиной или торцевателем. При сварке труб большого диаметра применяют фрезерные станки.
![]()
Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами:
Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов.
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них
Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа)
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).
Потолочный сварочный шов
- Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).
Основное внимание при такой сварке должно быть сосредоточено на обратном валике. При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости. Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла
Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
Корень шва с обратной стороны
Заполнение разделки
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.
Влияние угла наклона электрода на форму шва
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.
Как правильно варить потолочный шов — схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
https://youtube.com/watch?v=0-WoYkM3wRc
В заключение стоит добавить, что не стоит заниматься сваркой потолка без опыта. Это достаточно трудное дело, требующее определенных знаний и навыков, которые приходят со временем. Начинайте сварку с более простых видов соединений.
Комплект для сварки труб
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике. Средняя стоимость его составляет около ста долларов, а состоит он из:
- нагревательного элемента;
- тефлоновых насадок разных размеров;
- ножниц для резки полипропиленовых труб;
- болтов, которыми крепятся на нагревательном элементе насадки;
- уровня;
- подставки для нагревательного элемента;
- шестигранника для закрутки болтов.
В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
Что нужно знать при сварке пластиковых труб
- Одной из частых ошибок при некоторых видах сварки ПВХ труб (стыковой, муфтовой) является введение трубы не до упора, что приводит к образованию зазоров в соединении и нарушению его герметичности. Чтобы избежать этого, следует прикладывать больше сил при стыковке соединяемых труб.
- В то же время, чрезмерное усилие также является нежелательным и может приводить к деформациям труб с нарушением качества соединения. Этого тоже следует избегать, а силу прикладывать с соблюдением меры.
- Для «холодного» соединения рекомендуется приобретать качественные марки клея от известных производителей, например Griffon (Голландия), CH (Испания), Gebsoplast (Франция), Cepex (Испания), Tangit (Германия) и прочие. Несмотря на более высокую цену такой продукции, надёжность и качество соединения являются достаточной компенсацией за понесённые расходы.
- Различные типы сварочного оборудования могут иметь некоторые отличия, а потому инструкцию по их эксплуатации следует заранее внимательно изучить, и затем тщательно соблюдать её.
- Работы должны выполняться скрупулёзно и ответственно, не пренебрегая такими нюансами, как точность разметки, соблюдение скорости выполнения работ, строгое расположение изделий по одной оси и т. д. Только в таком случае можно получить надёжное и качественное соединение, которое способно безупречно прослужить долгие годы без проблем и нареканий.
Советы специалистов
Если есть желание собрать систему отопления своими руками, обязательно стоит воспользоваться рекомендациями экспертов.
- Чтобы сваривать стыки в труднодоступных местах, необходимо подготовить согнутые электроды и зеркальце, которое позволит контролировать весь процесс.
- Меняя электрод на новый, шов делают с нахлестом на уже наложенный в 1,5см.
- Для улучшения качества соединения, поверхностный шов должен быть сделан в направлении, обратном относительно нижнего.
- Нельзя завершать верхний шов там, где начинался тот, что расположен снизу.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Банальные ошибки могут стать причиной протечек при опрессовании в зимнее время. Устранить такие проблемы порой очень сложно, особенно если трубопровод будет проложен в труднодоступных местах.
![]()
Описание процедуры сварки труб
![]() Наглядно пояснить, как варить трубы отопления электросваркой рекомендуется на примере монтажа отрезка системы отопления состоящей из двух прямых и двух угловых элементов. Для ясности ситуации рекомендуется представить, что оба элемента в двух смежных комнатах, между которыми имеется отверстие для прокладки трубы.
Наглядно пояснить, как варить трубы отопления электросваркой рекомендуется на примере монтажа отрезка системы отопления состоящей из двух прямых и двух угловых элементов. Для ясности ситуации рекомендуется представить, что оба элемента в двух смежных комнатах, между которыми имеется отверстие для прокладки трубы.
Перед началом работ осуществляется подгонка всех элементов. При помощи болгарки выравниваются края отрезков. При помощи наждачного круга делается снятие фаски на ½ толщины металла трубы.
Для удобства работы сначала делается соединение угловых элементов с прямыми отрезками:
- Торцы элементов очищаются от ржавчины, пыли, масляных пятен.
- На ровной поверхности выкладывается отрезок и к нему стыкуется угловой элемент.
- В одной точке делается прихватка электродом на 4-5 мм. И мелом отмечается на наружной поверхности начало формирования шва.
- После того как прихватка остынет при помощи молотка несколькими ударами угловой элемент ставится на место. Дело в том, что наживляя детали, металл может повести, и элементы просто сдвинутся относительно друг друга. После остывания шва можно подкорректировать положение, максимально прижав элементы, друг к другу.
- После коррекции с противоположной стороны снова делается точечный шов. И снова проверяется положение деталей.
- После того как все элементы будут правильно расположены относительно друг друга, делается первый основной шов.
- После прохождения всей окружности дается время остыть шву, буквально через 2-3 минуты после окончания сваривания при помощи молотка делается отделение шлака и окалины от металла. Особенно тщательно осматриваются углубления и небольшие кратеры, именно в этих местах шлак может образовать отверстие в сварном шве.
- Если подозрительных мест не обнаружено от риски поставленной мелом отступается 2-4 см и начинается наплавка второго слоя. Движения в этом случае нужно делать зигзагообразные, чтобы наплавка закрывала справа и слева первый, основной шов.
- После того как будет сделано соединение обеих отрезков труб и угловых элементов делается установка их на место и соединение в одну конструкцию.
- При помощи подставок делается выравнивание отрезков. Подобно тому как наживлялись отрезки с уголками, делается наживка в 2- точках и этого шва.
- После того как будет проверена правильность установки делается наложение первого слоя напайки. При работе можно немного расширить отверстие в стене, чтобы уголковые элементы не мешали, а вся конструкция могла сделать полный оборот вокруг оси.
- Работа осуществляется небольшими отрезками с короткими перерывами для поворота конструкции.
- После наложения первого слоя делается очистка и проверка качества поверхности. Аналогично предыдущим соединениям делается напайка второго слоя сварного шва.
Несмотря на простоту операций в реальности многое зависит от опыта подобных работ. Профессионалы советуют в таких случаях не браться сразу за работу самому, а попросить опытного сварщика показать несколько приемов работы и внимательно понаблюдать за действиями наставника, такой урок может многому научить.
https://youtube.com/watch?v=B5PAeM8tg1M
https://youtube.com/watch?v=uSpmpj5F6Pw
https://youtube.com/watch?v=DyiP3RLbq0Q
https://youtube.com/watch?v=LZc5x1EqHow
Типовые схемы разводки
Схемных решений относительно разводки линий водопровода из пропилена встречается множество. Каждая из отдельно взятой схемы обычно рассматривается с учётом финансовых затрат на сооружение и с оглядкой на технические требования к помещениям объекта.
Чаще всего применяется классическая схема разводки, однотипная по отношению к линиям ХВС и ГВС.
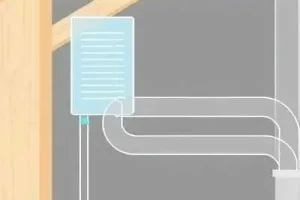
![]()
Стандартная схема разводки холодной/горячей воды в домах муниципального хозяйства. Подобные решения встречаются чаще других. Однако в частных домах схема может несколько отличаться по причине иной планировки жилых помещений (+)
Подача воды выполняется от стояка централизованной магистрали отводом трубы с установленным на ней запорным краном. Далее последовательно монтируются системные элементы: фильтр, редуктор, счётчик, обратный клапан и осуществляется подключение на распределительный коллектор.
От коллектора холодная или горячая вода распределяется по сантехническим приборам. Такое решение традиционно используется при разводке водопровода в квартире.
Многие частные хозяйства пользуются автономной системой водоснабжения. Поэтому отход от традиционных схемных решений в таких случаях не исключается. Но обычно принцип коллекторного распределения для систем водоснабжения (не отопления) сохраняется в любом случае.
Бойлерные системы частного домовладения нередко предусматривают только подвод холодной воды. Причём источником холодной воды может вместо централизованной магистрали выступать, к примеру, скважина. Тогда схема разводки может быть, примерно, такой:
![]()
Распространённое схемное решение разводки водоснабжения в частном доме. Здесь используется только один главный ввод – холодная вода. Горячую воду получают через бойлерную систему (+)
Схема разводки в любом варианте должна предусматривать наличие запорных (отсекающих) вентилей для каждого отдельно взятого сантехнического прибора. Для схем автономного типа (с котлами или бойлерами) характерно обязательное наличие обводных линий на приборах, осуществляющих функциональный процесс.
Подобные решения позволяют оперативно переключать систему из автономного режима в режим централизованного снабжения при необходимости.
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и, для создания систем требуемой конфигурации, используются фитинги из того же материала. Это различные уголки, тройники, обходы, переходники, муфты и т.п. С трубами они соединяются при помощи пайки. Этот процесс называют еще сваркой, но суть его не меняется: два элемента разогреваются до температуры плавления и, в горячем состоянии, соединяются друг с другом. При правильном выполнении, соединение получается монолитным и служит ничуть не меньше, чем сами трубы.
Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации![]()
Для соединения полипропилена с металлами есть комбинированные фитинги, в которых одна часть сделана из металла и соединяется при помощи резьбового соединения, а вторая — полипропиленовая — сваривается.
Чем паять
Сварка полипропиленовых труб происходит при помощи специального устройства, которое называют паяльником или сварочным аппаратом. Это небольшая металлическая платформа, внутри которой находится электрическая спираль, разогревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.
Две конструкции устройства для сварки ПП труб![]()
Для соединения двух элементов, сращиваемые поверхности нагревают до температуры плавления (+260°). Чтобы разогреть элемент на нужную глубину, на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
- для нагрева внутренней поверхности используется дорн (меньшего диаметра);
- для разогрева наружной поверхности ставят гильзу.
Насадки для пайки полипропиленовых труб![]()
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенный промежуток времени (несколько секунд), затем соединяются. Так происходит сварка полипропиленовых труб.
Цельный стык
В случае соединения двух сторон трубы, по одной из которых все еще течет вода, можно использовать специальный подход. Особенно это применимо к трубопроводу, пролегающему близко к полу или земле.
Для успешного выполнения работы в верхней части трубы, находящейся в горизонтальном положении, вырезается «окно». Это прямоугольное или овальное отверстие в одной из сторон соединения. Поможет это в том случае, когда давление отключено и основной объем жидкости сброшен, но вода продолжает подтекать. В трубу закладывается тряпка, впитывающая влагу и освобождающая низ для беспрепятственной сухой сварки.
Шов накладывается изнутри через вырезанное окно
Важно заварить низ и поднять края шва на стенки. Для большей надежность стоит выполнить несколько проходов
Затем тряпка удаляется (это крайне важно сделать сразу, иначе вся работа будет напрасной, если ее забыть и в спешке заварить стык), и вода течет по уже сваренному дну, не мешая процессу. Боковые швы накладываются с наружной части. Последним закрывается окно. Это делается с применением заранее подготовленной «заплатки», соответствующей по размерам. Поскольку шов состоит из нескольких сегментов, то все окончания требуется перекрывать, а последний кратер выводить на цельный участок трубы и заваривать с наплавкой.
Если необходима врезка
Сварка трубопроводов высокого давления может выполняться в случае потребности в дополнительном канале отвода жидкости. Например, добавлена еще одна емкость, куда требуется поставка воды, или сооружена еще одна ветвь отопления в пристройке, и необходима подача теплоносителя. Если нужна врезка, а остановить систему невозможно, то используется приварка сгона или шарового крана.
Это происходит по следующей схеме:
- На выбранный участок трубы подгоняется патрубок с резьбой и шаровым краном.
- Не нарушая целостности трубопровода выполняется обварка наложенного элемента.
- После этого кран ставится в открытое положение и через него сверлится отверстие в основной трубе.
- Дальше действовать нужно быстро. Через новообразованный выход вода устремляется наружу. Сверло быстро удаляется и кран перекрывается.
- К ответной резьбе крана подсоединяется сгон с обмоткой и замыкается новая ветвь.
- Кран открывается и запускается подача жидкости.
Эту операцию можно проводить на любом давлении
Важно приварить патрубок с краном на небольшом токе, чтобы не прожечь основную трубу. Диаметр сверла должен быть достаточным для передачи объема и требуемого давления, чтобы новая ветвь работала полноценно
Маленькие хитрости
Чтобы успешно заваривать свищи и трещины с водой необходимо знать несколько секретов, которыми пользуются опытные сварщики
Поскольку вода постоянно мешает процессу формирования сварочной ванны, важно уменьшить ее воздействие. Это достигается несколькими способами
Во-первых, можно забить болт в образовавшийся свищ. Для этого подбирается соответствующий диаметр стержня. В итоге, вместо дырки из которой течет вода, образовывается закупоренное отверстие с удобной для обварки шляпкой. Конечно, жидкость изолируется не полностью, но ее влияние уменьшается. Нужно постепенно соединить стенки основного металла со шляпкой болта. Метод применим во всех пространственных положениях.
Во-вторых, свищ можно заделать приварив на его место гайку крупного диаметра. Последняя накладывается на проблемное место и обваривается. Жидкость при этом не мешает, потому что продолжает свободно вытекать через отверстие в гайке. После окончания сварочных работ в гайку вкручивается болт с плотно намотанной паклей. Это герметизирует место. У метода один недостаток — внешний вид отремонтированного участка не очень презентабельный (с торчащим болтом), но это позволяет быстро заделать течь и укрепить истончившееся место.
Третья хитрость заключается в увеличении присадочного материала
Поскольку за один раз величина наложенной «горошины» расплавленного металла может перекрыть определенный участок свища, важно подать как можно больше присадки в сварочную ванну. Это регулируется диаметром электрода
Но можно использовать и второй электрод, предварительно отбив на нем обмазку. Первым электродом разогревается место, а когда появился жидкий металл, в него добавляется второй стержень. Это повышает количество наплавки и содействует быстрому закрытию отверстия с водой.